Bükme işlemi, iş parçası bir kalıp, mandrel veya merdane çevresinde plastik olarak deforme olana kadar kontrollü kuvvet uygulayan, malzemeyi kesmeden şeklini değiştiren bir metal şekillendirme işlemidir. Kısa cevap şudur: Bükme işe yarar çünkü metalin bir elastik bölgesi ve bir plastik bölgesi vardır ve her başarılı bükme, malzemeyi, geri yaylanma olarak bilinen, yük kaldırıldığında yeni şekli koruyacak kadar elastik sınırın ötesine itmeye bağlıdır. Yay bükme makinesi, aynı bükümü neredeyse hiç değişiklik olmadan binlerce kez tekrarlamak için döner aletler, pimler ve CNC tahrikli eksenler kullanarak helezon yaylar, burulma yayları ve tel formları için tam geçişi kontrol etmek üzere tasarlanmış bir ekipmandır. Bu makalenin geri kalanında bu sürecin atölyede gerçekte nasıl gerçekleştiği, iyi bir yay bükme makinesini vasat bir makineden ayıran şeyin ne olduğu ve tüm üretim süreci boyunca bükme açılarının nasıl tutarlı tutulacağı anlatılmaktadır.
Bükme tek bir eylem değildir. Bu, saniyenin kesirleri içinde meydana gelen bir dizi mekanik olaydır ve her aşamayı anlamak, bazı kıvrımların neden çatladığını, bazılarının çok uzağa yaylandığını ve bazılarının neden her seferinde mükemmel bir açıya sahip olduğunu açıklar.
Bir tele veya levhaya ilk kez kuvvet uygulandığında, malzeme elastik aralığı içinde gerilir veya sıkışır. Bu noktada yük kaldırılırsa metal tamamen orijinal şekline dönecektir. Henüz kalıcı bir bükülme yaşanmadı.
Kuvvet akma noktasını aştığında, iç fiber sıkışırken, bükülmenin dış fiberi kalıcı olarak gerilir. Bu, bükme işleminin kalıcı bir şekil oluşturduğu gerçek andır ve nötr eksen, yani malzemenin içindeki ne esneyen ne de sıkışan çizgi, büküm daraldıkça hafifçe iç yarıçapa doğru kayar.
Takım malzemeyi serbest bıraktığında, depolanan elastik enerji bükümün orijinal şekline doğru hafifçe gevşemesine neden olur. Bir yay bükme makinesi, tel çapına, çekme mukavemetine ve ısıl işlem durumuna bağlı olarak genellikle 2 ila 8 derece arasında hesaplanan bir miktarı aşırı bükerek bunu telafi eder.
| Malzeme | Tipik Çekme Dayanımı | Ortalama Geri Yaylanma |
|---|---|---|
| Yüksek karbonlu yay çeliği | 1900 ila 2200 MPa | 5 ila 8 derece |
| Paslanmaz çelik 302 veya 304 | 1300 ila 1600 MPa | 3 ila 6 derece |
| Müzik teli ASTM A228 | 2200 ila 2500 MPa | 6 ila 9 derece |
| Fosfor bronz | 700 ila 900 MPa | 2 ila 4 derece |
Modern CNC yay bükme makineleri, tek bir bükme döngüsünü tekrarlanabilir bir sıraya böler. Her adım bir eksen hareketi olarak programlanır ve kontrol ünitesi tel beslemeyi, dönüşü ve takımın devreye girmesini senkronize eder, böylece basit formlar için tüm döngü bir saniyeden çok daha kısa sürede tamamlanır.
Her bükme işlemi aynı ekipmanı veya aynı fiziği kullanmaz. Yaylı bükme makinesinin sac bükmeye göre nereye uyduğunu anlamak, alıcıların iş için yanlış aleti sipariş etmekten kaçınmasına yardımcı olur.
Pres freni bükme, zımba ile kalıp arasında düz bir levha veya plaka oluşturarak vuruş başına tek bir düz çizgi bükümü üretir. Tel veya yuvarlak çubuk formlarından ziyade panellere, braketlere ve muhafazalara uygundur.
Rulo bükme, sıkı hassas geometri yerine silindirler, tanklar ve yapısal kavisli bölümler için yaygın olarak kullanılan geniş yarıçaplı eğriler oluşturmak için malzemeyi üç veya dört silindirden geçirir.
Döner çekmeli bükme, boruyu veya boruyu sabit yarıçaplı bir kalıba karşı kelepçeler ve onu bu kalıbın etrafında döndürerek minimum duvar incelmesiyle sıkı yarıçaplı bükümler üretir; otomotiv egzozu ve takla kafesi imalatında yaygın olarak kullanılır.
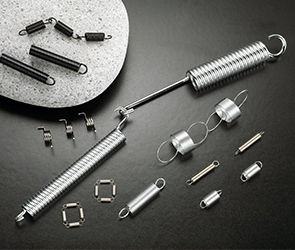
Bazen CNC tel şekillendirme makinesi olarak da adlandırılan bir yay bükme makinesi, yüksek döngü hızlarında daha ince yuvarlak tel stokunu işler, burulma yayları, sıkıştırma yayı kancaları, uzatma yayı halkaları ve tek bir uzun düz büküm yerine parça başına birden fazla büküm içeren özel tel formları üretir.
Bobin sarımı, bir sıkıştırma veya uzatma yayının gövdesini oluşturmak için teli bir mandrel etrafına helisel olarak sarar ve bitmiş parçanın hem sarmal bir gövdeye hem de şekillendirilmiş uç kancalara veya bacaklara ihtiyaç duyması durumunda genellikle aynı makinede bükme ile eşleştirilir. Kombinasyonlu bir sarma ve bükme makinesinde, aynı tel besleme ve düzleştirme sistemi her iki işlevi de yerine getirir; ayrı bir adım aleti, bükme kafası uçları oluşturmak üzere devreye girmeden önce sarma aşaması sırasında helis açısını kontrol eder.
Dört kaydırma makinesi, tele birden çok yönden yaklaşan yatay şekillendirme araçları ekler; bu, tek bir döngüde bükme, sarma ve düzleştirmeyi birleştiren parçalar için kullanışlıdır. Bu makineler tel şekillendirme karmaşıklığının en üst noktasında yer alır ve genellikle maliyetlerini yalnızca standart iki eksenli veya dört eksenli yay bükme makinesinde üretilemeyen karmaşık geometriye sahip parçalar için haklı çıkarırlar.
Farklı üreticilerin spesifikasyon sayfaları her zaman aynı şekilde sunulmaz; bu nedenle, yalnızca manşetteki iddiaları karşılaştırmak yerine, gerçek dünya performansını tam olarak hangi sayıların tahmin ettiğini bilmek yardımcı olur.
| Şartname | Tipik Aralık | Neden Önemlidir? |
|---|---|---|
| Tel çapı aralığı | 0,1 ila 8 milimetre | Tüm besleme yolunu yeniden düzenlemeden makinenin hangi ürün ailelerini çalıştırabileceğini ayarlar |
| Kontrollü eksen sayısı | 4 ila 12 | Tek geçişte kaç büküm yönünün ve takım istasyonunun hareket edebileceğini belirler |
| Maksimum besleme hızı | Dakikada 200 ila 600 metre | Basit geometri için doğrudan dakika başına teorik parça sayısını sınırlar |
| Bükme kafası dönüş hızı | Saniyede 300 ila 1000 derece | Tek bir büyük büküm yerine çok sayıda küçük bükümü olan parçalarda çevrim süresini etkiler |
| Bellek veya program depolama | 50 ila 500 kayıtlı program | Sık sık değişen birçok farklı parça numarasına sahip mağazalar için uygundur |
| Konumlandırma doğruluğunu tekrarlayın | 0,01 ila 0,05 milimetre | Makinenin uzun vadede ne kadar sıkı boyutsal toleransa dayanabileceğini tahmin eder |
Belirli bir parça ailesi için yay bükme makinesini değerlendiren alıcılar, mümkün olduğunda kendi tel partilerinde numune çalışması talep etmelidir. Yayınlanan spesifikasyonlar makinenin teorik tavanını tanımlar, ancak gerçek performans her zaman makine, özel alaşım, temper ve çalıştırılan telin bobin seti ve bu iş için seçilen takım arasındaki etkileşime bağlıdır.
Herhangi bir yay bükme makinesinin doğruluğu, tek bir parçadan ziyade, koordineli çalışan beş alt sisteme bağlıdır. Bu alanların herhangi birindeki zayıf halka, tutarsız bükülme açıları veya parça reddi olarak hemen kendini gösterir.
Aynı bükme programı farklı tel malzemeler üzerinde farklı sonuçlar üretir çünkü bükme işlemi makine geometrisi kadar metalurji tarafından da yönetilir. Uygulama için doğru malzemeyi seçmek ve bu malzemenin bükme başlığı altında nasıl davrandığını anlamak, üretim sorunlarının büyük bir kısmını başlamadan önler.
Yüksek karbonlu yay çeliği, yaygın yay teli malzemeleri arasında en yüksek mukavemet/maliyet oranını sunar ve genel amaçlı burulma, sıkıştırma ve uzatma yayları için varsayılan seçimdir. Daha yumuşak alaşımlara göre daha yüksek bükme kuvveti ve daha büyük bir geri esneme payı gerektirir ve tipik olarak, bitmiş şekli stabilize etmek için şekillendirme sonrasında gerilim giderme ısıl işleminden yararlanır.
En yaygın olarak 302 veya 304 kalite olan paslanmaz çelik tel, korozyon direnci için bir miktar güç sağlar ve neme, kimyasallara veya gıdayla temas eden ortamlara maruz kalan parçalar için seçilir. Şekillendirme sırasında karbon çeliğinden daha hızlı sertleşir, bu nedenle aynı konumda çok sayıda dar yarıçaplı büküm içeren bükme dizilerinin çatlamayı önlemek için dikkatli bir şekilde programlanması gerekir.
Piyano teli olarak da adlandırılan müzik teli, çok dar bir çap toleransına ve çok yüksek bir gerilme mukavemetine sahip yüksek karbonlu bir çeliktir; bu da onu tutarlı kuvvet çıkışının ham boyuttan daha önemli olduğu küçük hassas yaylar için tercih edilen malzeme haline getirir. Yüksek mukavemeti, yay bükme makinesinin hedef açılara ulaşmak için daha fazla aşırı bükülme telafisi uygulaması gerektiği anlamına gelir.
Fosfor bronz ve berilyum bakır, elektronik kontak yaylarında ve konnektör klipslerinde yaygın olan yay özelliklerinin yanı sıra elektrik iletkenliği de gerektiğinde seçilir. Bu malzemeler çelik alaşımlarından daha yumuşaktır, daha düşük kuvvette bükülür ve daha az geri esneme gösterir; bu da genellikle sıkı toleransı korumalarını kolaylaştırır, ancak aşırı gerilim altında sürekli yük altında kalıcı sertleşmeye daha yatkındır.

Programlama, manuel öğretme yöntemlerinden CAD odaklı iş akışlarına doğru kaymıştır ve yazılım katmanı artık üretim verimliliğinde mekanik donanımın kendisi kadar büyük bir rol oynamaktadır.
En eski programlama yöntemi, bir operatörün makine kontrol panelindeki her eksen hareketinde adım adım ilerlemesini ve doğru olduğu teyit edilen her konumu kaydetmesini içerir. Bu yöntem basit parçalar için işe yarar ancak büküm sayısı arttıkça yavaşlar ve hataya açık hale gelir.
Modern yay bükme makinesi yazılımı, bitmiş parçanın 2D veya 3D çizimini kabul eder ve program fiziksel makineye dokunmadan önce eksen hareketlerini, bükme sırasını ve tahmini döngü süresini otomatik olarak hesaplar. Bu, mühendislik ekiplerinin bir tasarımı doğrulamasına ve atölyede zaman harcamadan takım ihtiyaçlarını tahmin etmesine olanak tanır.
Gelişmiş programlama paketleri, yazılımdaki tam büküm sırasını simüle ederek, program gerçek makinede çalıştırılmadan önce tel, takım veya büküm kafası geometrisinin çarpışabileceği herhangi bir noktayı işaretler. Bu adım, tamamen manuel doğrulamayla karşılaştırıldığında takım hasarını önemli ölçüde azalttı ve kurulum süresini kısalttı.
Yüksek ürün karması çalıştıran mağazalar, aranabilir bir program kütüphanesinden faydalanır; çünkü daha önce doğrulanmış bir bükme programı, sıfırdan yeniden programlanmak yerine saniyeler içinde geri çağrılabilir ve tekrarlanan siparişlerde geçiş süresi saatlerden dakikalara indirilebilir.
Süreci somut hale getirmek için, tipik bir burulma yayı bacak bükülmesinin bir CNC yay bükme makinesinde ham telden bitmiş parçaya kadar nasıl ilerlediği burada anlatılmaktadır.
Bir operatör veya programcı, manuel giriş veya CAD içe aktarma yoluyla bacak uzunluğunu, bükülme açısını, bobin gövdesi uzunluğunu ve tel çapını CNC arayüzüne girer.
Pim, sarmal gövdenin ve herhangi bir oluşturulmuş bacağın yarıçapını yönettiğinden, doğru bükme pimi çapı yayın iç çapına uyacak şekilde seçilir.
Makine, parçaları kesmeden düşük hızda döngü yapar, böylece operatör, tam üretim hızı başlamadan önce takım yolunun tüm fikstürleri temizlediğini doğrulayabilir.
Tamamlanan ilk parça, koşu devam etmeden önce genellikle bacak açısında artı veya eksi 2 derece ve bacak uzunluğunda artı veya eksi 0,1 milimetre olmak üzere çizim toleransına göre ölçülür.
Onaylandıktan sonra yay bükme makinesi sürekli olarak çalışır ve tel çapına ve geometri karmaşıklığına bağlı olarak genellikle dakikada 60 ila 200 parça üretir.
| Makine Tipi | Tekrarlanabilirlik | En Uygun Hacim |
|---|---|---|
| Manuel bükme aparatı | Operatöre bağlı | Prototip veya 50'den az parça |
| Yarı otomatik bükücü | Orta, takım kontrollü | Küçük parti, 50 ila 5000 adet |
| CNC yay bükme makinesi | Yüksek, program kontrollü | Üretim 5000 adetin üzerinde gerçekleşiyor |
Alıcılar, en gelişmiş seçeneği otomatik olarak seçmek yerine, makine tipini gerçek sipariş hacmiyle eşleştirmelidir. Bir CNC yay bükme makinesi, yalnızca geçiş süresinden tasarruf edildiğinde ve reddedilme oranındaki azalma, yüksek ön maliyeti dengelediğinde kendi masrafını çıkarır Bu, parça karmaşıklığına bağlı olarak genellikle parça numarası başına 3000 ila 8000 parça arasında gerçekleşir.
Bükülme yarıçapı tel çapına göre çok dar olduğunda veya malzeme önceki şekillendirmeden dolayı işlenerek sertleştiğinde çatlama meydana gelir. Bükülme yarıçapının arttırılması veya bükülmeden önce stokun tavlanması çoğu çatlama sorununu çözer.
Bir üretim çalışması boyunca açı kayması genellikle büküm pimi aşınmasına, besleme silindirinin kaymasına veya vardiya boyunca malzeme sertliğini biraz etkileyen atölyedeki sıcaklık değişimlerine kadar uzanır.
Kılavuz kanalları veya bükme pimleri pürüzlü yüzey kaplamasına veya birikinti oluşumuna sahip olduğunda yüzeyde yara izi oluşur; bu nedenle rutin takım temizliği, standart yaylı bükme makinesi bakımının bir parçasıdır.
Bükme sırasında tel kılavuz desteği yetersizse, karmaşık çoklu büküm parçaları bükülebilir; dolayısıyla uygun fikstür tasarımı ve bükme noktasına yakın yeterli kılavuz uzunluğu bu kusuru önler.
Soğuk başlangıçtan sonraki ilk birkaç parça bazen çalışmanın geri kalanından biraz farklı açılar gösterir çünkü takım ve makine gövdesi sıcaklığı henüz stabil hale gelmemiştir. İlk ürün incelemesinden önce kısa bir ısınma döngüsünün çalıştırılması bu etkiyi önemli ölçüde azaltır.
Aynı nominal spesifikasyona sahip olsa bile, farklı üretim partilerinden teslim edilen tel, çekme işleminden kaynaklanan biraz farklı bobin seti ve artık gerilim taşıyabilir. Yeni bir kablo partisi geldiğinde bükme programlarını yeniden nitelendiren mağazalar, bu varyasyonu müşteriye ulaşmadan yakalar.

Yay bükme makinesi kategorisi, son ürün nesilleri boyunca gözle görülür şekilde daha akıllı, daha bağlantılı ekipmanlara doğru ilerledi ve artık isteğe bağlı yükseltmeler yerine yeni makine satın alımlarında çeşitli eğilimler yaygınlaşıyor.
Hassas bükme işlemleriyle üretilen şekillendirilmiş tel ve yay bileşenleri, çok çeşitli endüstrilerde, genellikle arızalanıncaya kadar asla fark edilmeyen parçalarda karşımıza çıkar.
İlk gün tolerans dahilinde parçalar üreten bir yay bükme makinesi, bakım rutini olmadan bu şekilde kalamaz. Reddedilen parçaların ortaya çıkmasını beklemek yerine takım aşınmasını bir programa göre takip eden atölyeler, sürekli olarak daha az hurdaya çıkan parça rapor ediyor.
| Bileşen | Muayene Aralığı | Tipik Aşınma İşareti |
|---|---|---|
| Pimleri ve tüyleri bükün | Her 50000 devirde | Yarıçap düzleştirme veya puanlama |
| Doğrultma silindirleri | Her 100000 döngüde | Yüzey kanal açma veya çukurlaşma |
| Besleme silindirleri | Her 75000 devirde | Kayma veya azaltılmış kavrama dokusu |
| Kesme bıçağı | Her 30000 devirde | Kesilen uçta çapak oluşumu |
Bükülmüş bir telin veya levhanın kesiti boyunca uzanan ve bükülme sırasında malzemenin ne gerildiği ne de sıkıştırıldığı çizgi.
Telin bir makaraya sarılmasından kaynaklanan artık eğrilik, doğru bir bükme yapılmadan önce düzleştirme silindirleri tarafından giderilmesi gerekir.
Yay bükme makinesinin, takım teli serbest bıraktığında geri esnemeyi hesaba katmak için hedef açının ötesine eklediği ekstra açı.
Bitmiş özelliğin iç çapını belirlemek için etrafına telin sarıldığı veya büküldüğü sabit bir pim veya çubuk.
Kablo kılavuzunu ve bükme pimi düzeneğini programlanan dönüşü boyunca taşıyan, bükme kafasındaki dönen bir boru veya manşon.
Bir metalin tekrar tekrar deforme olması nedeniyle sertliğinin giderek artması ve sünekliğinin azalmasıdır; bu, bir telin aynı konumda çok fazla bükülmesi durumunda çatlamaya yol açabilir.
Bazen aynı yay bükme makinesinde gerçekleştirilen, bitmiş bir yayı, nihai serbest uzunluğunu veya açısını stabilize etmek için çalışma aralığının biraz ötesinde sıkıştıran veya saptıran ikincil bir işlem.
Bükme, bir zımba, rulo veya pim kullanılarak tanımlanmış bir çizgi veya eksen boyunca şekli değiştiren özel bir şekillendirme türüdür; şekillendirme ise çizim, damgalama ve madeni para basma işlemlerini de içeren daha geniş bir kategoridir.
Geri esneme, bir malzemenin akma mukavemetinin elastik modülüne bölünmesiyle ölçeklenir; dolayısıyla müzik teli gibi daha yüksek mukavemetli malzemeler, aynı bükülme açısında fosfor bronz gibi daha yumuşak alaşımlardan daha fazla geri yaylanır.
Yaygın bir başlangıç kılavuzu, tel çapının bir ila iki katı minimum bükülme yarıçapıdır çoğu yay çeliği için, ancak daha sert temperler çatlamayı önlemek için daha büyük bir yarıçap gerektirebilir.
Birçok CNC yay bükme makinesi, özellikle yuvarlak tel için yapılandırılmıştır, ancak düz tel ve şerit şekillendirme makineleri, farklı kılavuz ve makaralı takımlarla ilgili ancak ayrı bir kategori olarak mevcuttur.
Bakımı iyi yapılan CNC yay bükme makineleri, standart tel çaplarında genellikle artı veya eksi 1 ila 2 derecelik açı toleranslarına ve artı veya eksi 0,1 milimetrelik uzunluk toleranslarına sahiptir.
Evet, daha ince tel genellikle daha yüksek ilerleme hızlarına ve bükme hızlarına izin verirken, daha kalın veya daha yüksek mukavemetli tel, takım stresini ve erken aşınmayı önlemek için daha yavaş, daha kontrollü bükme gerektirir.
Basit parçalar yalnızca bir veya iki bükmeye ihtiyaç duyabilirken, çok eksenli makinelerde üretilen karmaşık tel formları, tek bir sürekli döngü içerisinde on beş veya daha fazla ayrı bükme, bobin ve kesme işlemlerini içerebilir.
Her zaman olmasa da birçok yüksek karbon ve müzik teli parçası, şekillendirme sonrasında düşük sıcaklıkta gerilim giderme fırınından yararlanır; bu, artık gerilimi azaltır ve sertliği önemli ölçüde değiştirmeden boyutsal stabiliteyi artırır.
Doğruluk kaybı neredeyse her zaman takım aşınmasından, besleme silindiri kaymasından veya tahrik mekanizmasında birikmiş boşluktan kaynaklanır ve bunların tümü, bu makalenin önceki bölümlerinde açıklanan planlı bakım aralıklarında ele alınır.
Evet, çoğu CNC yay bükme makinesi, programdaki besleme kuvvetini, düzleştirici silindir basıncını ve aşırı büküm telafisi değerlerini ayarlayarak uyumlu malzemeler arasında geçiş yapabilir, ancak çok farklı tel çapları fiziksel bir takım değişikliği gerektirebilir.
İki veya üç bükümlü basit parçalar genellikle tek bir vardiyada programlanıp doğrulanabilirken, dar toleranslara sahip karmaşık çoklu büküm geometrisi, tam üretim sürümünden önce birkaç günlük programlama ve ilk makale yinelemesini gerektirebilir.

TK-13200, TK-7230 TK-13200、 TK-7230 12EKSEN CNC YAY SARMA MAKİNASI ...
Detayları gör
TK-13200, TK-7230 TK-13200、 TK-7230 12EKSEN CNC YAY SARMA MAKİNASI ...
Detayları gör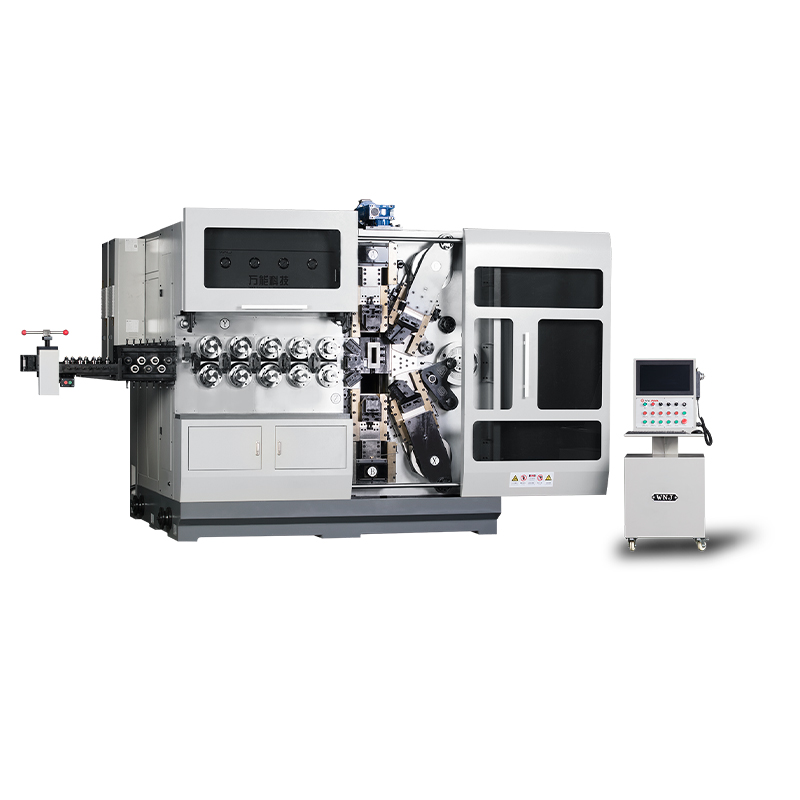
TK12120 TK-12120 12EKSEN CNC YAY SARMA MAKİNESİ ...
Detayları gör
TK-6160 TK-6160 CNC YAY HADDELEME MAKİNESİ ...
Detayları gör
TK-6120 TK-6120 CNC YAY HADDELEME MAKİNASI ...
Detayları gör
TK-5200 TK-5200 5EKSEN CNC YAY SARMA MAKİNASI ...
Detayları gör
TK-5160 TK-5160 5EKSEN CNC YAY SARMA MAKİNESİ ...
Detayları gör
TK-5120 TK-5120 5EKSEN CNC YAY SARMA MAKİNASI ...
Detayları görMobil QR Kod
 Dil
Dil 

